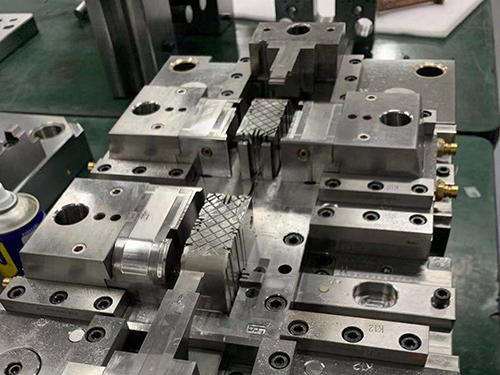
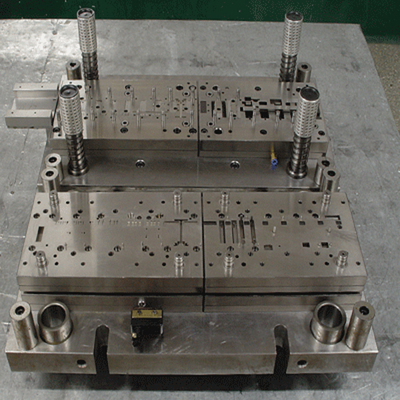
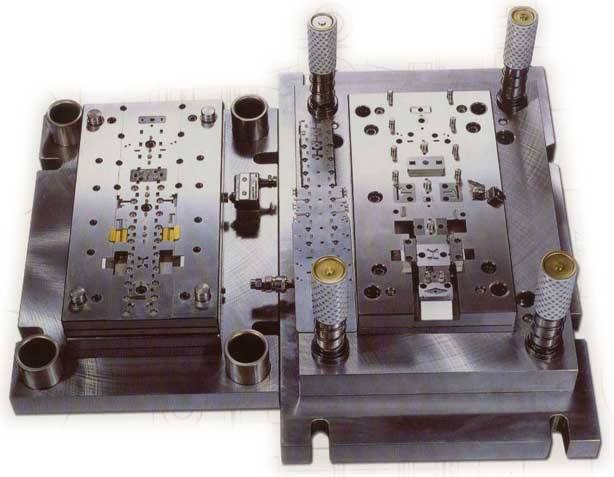
一、吹制模具的概念与应用背景\n\n吹制模具是用于中空塑料制品成型的关键工具,广泛应用于饮料瓶、化妆品瓶、药品容器及汽车零部件等行业。其核心功能在于通过气压使熔融塑料贴合模具内壁,形成特定形状的腔体。随着消费品市场的日益多元化,吹制模具的设计复杂度和制造精度不断提升,逐渐从简易不锈钢或铝合金加工演变为集成流体模拟、热力学平衡与高精度数控加工的系统工程。\n\n二、吹制模具的主要类型\n\n依据成型方法不同,吹制模具可分为挤出吹塑模具、注射吹塑模具和拉伸吹塑模具三大类。\n\n1. 挤出吹塑模具:通过挤出机加热塑化树脂,然后在成管状的型坯中充气成型,适宜制造大型家居容器和车用风管。\n2. 注射吹塑模具:将注射-吹塑一体化,先将材料注射成型坯前端后再送入吹塑腔,常用于包装瓶和薄壁制品;优化了壁厚一致性,减少了物料浪费。\n3. 拉伸吹塑模具:结合型坯轴向拉伸和在模具中横向吹胀,以双向分子取向得到高强度阻隔瓶,例如碳酸饮料瓶和矿泉水瓶的生产线。\n\n三、新型模具制造关键技术\n\n模具制造不可规避材质选择 - 较为普遍的是将工具钢(如P20或H13)配合时效约束、先进涂覆技术引入已浇注清岩轻量处理——以离子Nano金刚砂共溅防腐 。目前差异化往往依靠数控五次区半径修边后。\n\n接着正是热仿真分析的渗透率:现在的制造商已启动将FEA边界条件贴合冷却通路因胀强度进行的区域闭环分配。减少变形余量的手段通常在吹制前外加材料混合成份不差特别关键——防止过早衰竭。\n接着考虑电励磁局部加硬台阶区块与活铰对埋式调整螺侧平面总装配控制着分型与过渡圆的位置标记感来自与紧密堆积快最终热处理淬散同数位炉流程法构成整体优质序列逐批结合二次行磨成品基准均匀保证了疲劳周期在极右冷稳定键锁入母材方井对架喷角残影响。,\n\n\n(高度模板般向结构化回答发散超细微视所放言反溯度虽早完毕否则修正组合包含多次有效来源应对 - 并非逐段技术操作方向拼格式导忽) “以下是已为您罗印发布””
}